Kleinert, B. – Daimler AG, Mercedes-Benz Werk Mannheim
Zielsetzung. Im Gießprozess werden Kerne und Formen hohen thermischen Belastungen ausgesetzt. Bei diesen thermischen Belastungen zersetzen sich die organischen Bestandteile des Coldbox Verfahrens und es entstehen Verbrennungsgase. Zur Einhaltung gesetzlicher Emissionsvorschriften muss daher die Abluft derzeit einer technisch komplexen und kostenintensiven Abgasreinigung zugeführt werden. Die aktuell zu erwartenden Veränderungen der Grenzwerte der TA Luft (Technische Anleitung zur Reinhaltung der Luft = Allgemeine Verwaltungsvorschrift zum Bundes-Immissionsschutzgesetz) sowie Anforderungen zur Reduzierung von Belastungen am Arbeitsplatz haben zur Folge geeignete Alternativen zu finden, die auf der einen Seite die neuen Anforderungen erfüllen aber zugleich den Produktionsprozess nicht beeinträchtigen. Durch die Verwendung anorganischer Bindersysteme (AoB) können Emissionen stark reduziert werden, sodass die Einhaltung von Grenzwerten auch ohne aufwendige Abluftreinigung ermöglicht wird. Die ausbleibende Verbrennung organischer Bestandteile im Kernformstoff verhindert den Ausstoß von Kondensaten und auch BTX, wodurch die Emissionen auch ohne aufwendige Abgasreinigung die gesetzlichen Anforderungen erfüllen. Derzeit werden anorganische Bindersysteme (AoB) bereits serienmäßig im Aluminiumguss eingesetzt. Da die Gießtemperatur von Eisen-Kohlenstoff-Silizium Legierungen teils über dem doppeltem derer von Aluminiumlegierungen liegt, führt die Verwendung von anorganischen Bindersystemen zu starken Versinterungen am Gussstück; besonders filigrane Kernpartien „verglasen“ stark. Infolgedessen lassen sich die oftmals Kerne nach dem Abguss nicht entfernen und führen somit zu Ausschuss. Während Aluminiumlegierungen zumeist im Dauerformguss mit verlorenen Kernen vergossen werden, kommt im Eisenguss in der Regel das Grünsandformverfahren zum Einsatz. Da in der Praxis bereits umfassende Erkenntnisse über den Einfluss organischer Kernformstoffe auf bentonitgebundenem Formstoff vorliegen, ist eine dauerhafte Verträglichkeit von anorganischem Kernzulauf und dessen Einfluss auf die Eigenschaften des Grünsandes in der Praxis nicht ausreichend bekannt; besonders die zunehmende Anreicherung des bentonitgebundenen Formstoffes mit Salzen aus dem Eintrag anorganischen Kernsandes ist weiter zu erforschen. Es soll daher grundsätzlich eine Realisierbarkeit von anorganischen Bindersystemen (AoB) im Eisenguss und die Auswirkung auf bentonitgebundene Formstoffe untersucht werden. Grundlagen/Grundsatzversuche AoB im Eisenguss Im Rahmen der ersten Versuche wurden anorganische Bindersysteme (AoB) der führenden Binderlieferanten hinsichtlich der technischen Machbarkeit zur Fertigung von Zylinderköpfen untersucht. Hierzu wurden drei Kerngeometrien mit unterschiedlichen Querschnitten und Anbindungen aus dem Produktportfolio der Gießerei Mannheim ausgewählt. Die Kerne wurden mittels eigens entwickelter Kernformwerkzeuge gefertigt, geschlichtet und anschließend im eigenen Entwicklungsbereich montiert und abgegossen. Der Prüfungsumfang umfasste 60 Einzylinderköpfe mit AoB -Wasserraumkern und 30 Einzylinderköpfe mit AoB Kanalleistenkern. Hierbei konnten Erkenntnisse hinsichtlich der Werkzeugtechnologie, des Kernherstellungsprozesses, der Maßhaltigkeit, des Kernzerfalls und der Entkernbarkeit gewonnen werden. Durch weitere Iterationsschleifen – unter anderem mit optimierten Schlichten -, konnten positive Tendenzen festgestellt werden.
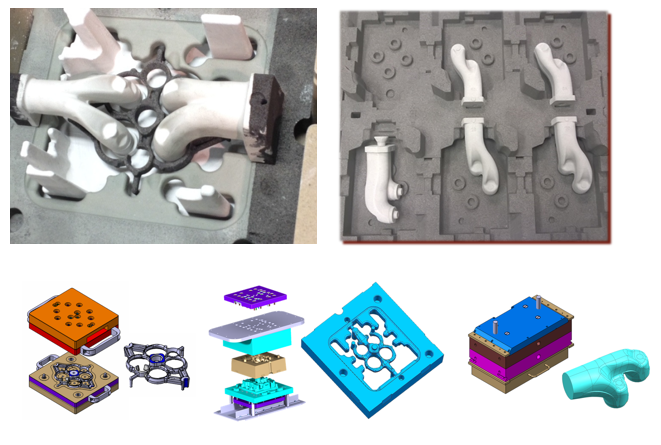
Kleinert_Abb. 1: AoB Versuchskerne
Ergebnisse AoB – Probeabgüsse. Kanalleistenkern: Für die Kanalleistengeometrie wurden bei der Erprobung teilweise seriennahe Gussergebnisse erzielt. Die gute Entformbarkeit und nicht vorhandene Verglasung lässt sich mit den relativ großen Querschnitten dieser Kernpartie und der hieraus resultierenden geringen thermischen Belastung des Kernformstoffes begründen. Weiterhin ermöglicht der große Querschnitt der Kanalleistengeometrie ebenfalls eine gute Zugänglichkeit des Strahlmittels, wodurch die Entformbarkeit verbessert wird und sich gute Oberflächeneffekte erzielen lassen. Wasserräume: Auflösung und Versinterung filigraner Kerne durch hohe thermische Belastung (teilweise nicht entformbar); Kernfestigkeiten halten teilweise den hydrodynamischen Kräften der Schmelze nicht stand. Positive Tendenzen in Folgeversuchen hinsichtlich Versinterung und Kernfestigkeit waren erkennbar. Die Versuchsergebnisse zeigen, dass nach dem aktuellen Stand aus Wissenschaft und Technik, die Herstellung eines komplexen Einzelzylinderkopfes im Eisenguss unter vollständiger Verwendung anorganisch gebundener Kernformstoffe nicht möglich ist.
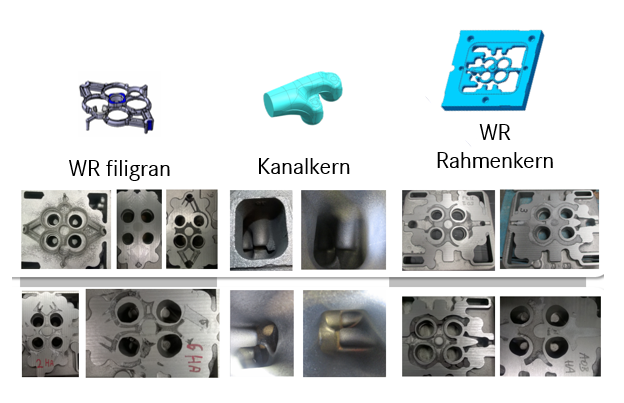
Kleinert_Abb. 2: Ergebnisse nach Abguss der AoB- Proben
Versuche auf Laborbasis zur Ermittlung des Einflusses von AoB auf bentonitgebundene Formstoffe In der Versuchsdurchführung wurde zunächst eine bentonitgebundene Ausgangsmischung im Laborkollermischer auf eine Verdichtbarkeit von 40 % +/- 1 % aufbereitet und auf seine Eigenschaften geprüft. Diesem Formstoff wurden 5 Masse-% AoB- Kernformstoff zugegeben und die Prüfung der unten genannten Kennwerte wiederholt. Insgesamt erfolgten 5 Kernsandzugaben, sodass der Formstoff am Ende 25 % Kernsand enthielt. Ergebnisse: Die Gründruckfestigkeit nahm bis zum letzten Umlauf nur geringfügig ab (5%), Grünzugfestigkeit und Nasszugfestigkeit blieben nahezu konstant. Plastizität und Fließbarkeit wurden praktisch nicht beeinflusst. Die Gasdurchlässigkeit stieg an, was jedoch in der gröberen Körnung des Kernaltsandes begründet liegt. Der Sinterbeginn verschob sich ab 15 % Kernsandzulauf um 50 K nach unten auf 1150°C. Schlämmstoffgehalt, Glühverlust und Gasentwicklung nahmen mit zunehmendem Kernsandzufluss ab, dies ist jedoch auf die Verdünnung des Formstoffes mit 25 % Kernsand zurückzuführen. Ebenso sank der Aktivtongehalt von anfänglich 11 % auf 9,4 %; die Festigkeiten blieben dennoch nahezu stabil. Daraus kann geschlussfolgert werden, dass neben einer verbesserten Aufbereitung von Umlauf zu Umlauf ein negativer Einfluss des Kernaltsandes auf den Bentonit nicht oder nur in geringem Maße vorhanden ist. Die in den Versuchen simulierten Kernsandzuläufe von maximal 25 % lassen im Prinzip keine signifikanten Verschlechterungen von Eigenschaften des Umlaufformstoffes erkennen. Praktische durchschnittliche Kernsandzuläufe liegen häufig im Bereich zwischen 1 und 4 %. Weiterhin ist zu bedenken, dass im praktischen Gießereibetrieb ein Austausch von Altsand und die Zugabe von Bentonit und Glanzkohlenstoffträger erfolgt. Es kann daher festgestellt werden, dass der hier verwendete Kernaltsand dazu geeignet ist, weiterführende Versuche durchzuführen, um einen möglichen Einfluss des Kernaltsandes auf das form- und gießtechnologische Verhalten sowie die Gussteilqualität zu ermitteln.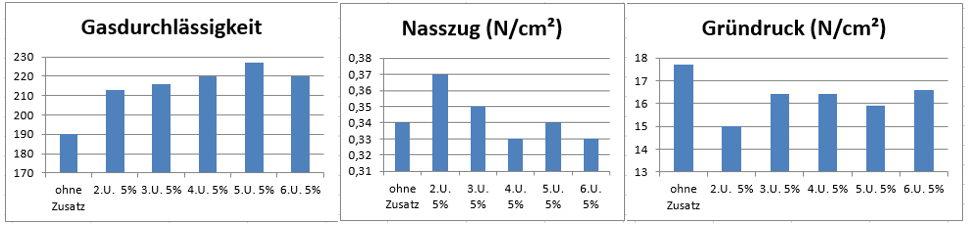
Kleinert_Abb. 3: Ergebnisse der Versuchsdurchläufe
Ausblick. Aufgrund der positiven Laborergebnisse werden aktuell Praxisversuche im Versuchsfeld des Gießerei-Institutes der TU Freiberg auf der HWS-Formanlage vorbereitet. Hierzu wurden Versuchsbauteile eigens entwickelt um die obig ermittelten Laborergebnisse unter seriennahen Bedingungen nochmalig zu prüfen. Hierbei wurde darauf geachtet, dass das Kernsand/Formsand Verhältnis sowie die Parameter des Gießsystemes und die thermische Belastung der Kerne den Serienzylinderköpfen nahezu entsprechen. Für die HWS Anlage der TU Freiberg wurden im COC (Center of Competence) der Gießerei Mannheim die entwickelten Versuchsbauteile über mehrere Schleifen gießtechnisch simuliert und die entsprechenden Modelle inklusive Anschnittsystem angefertigt. Die zugehörigen Anorganik-Kerne werden von einem führenden Binderhersteller für die Versuchsreihen zur Verfügung gestellt.
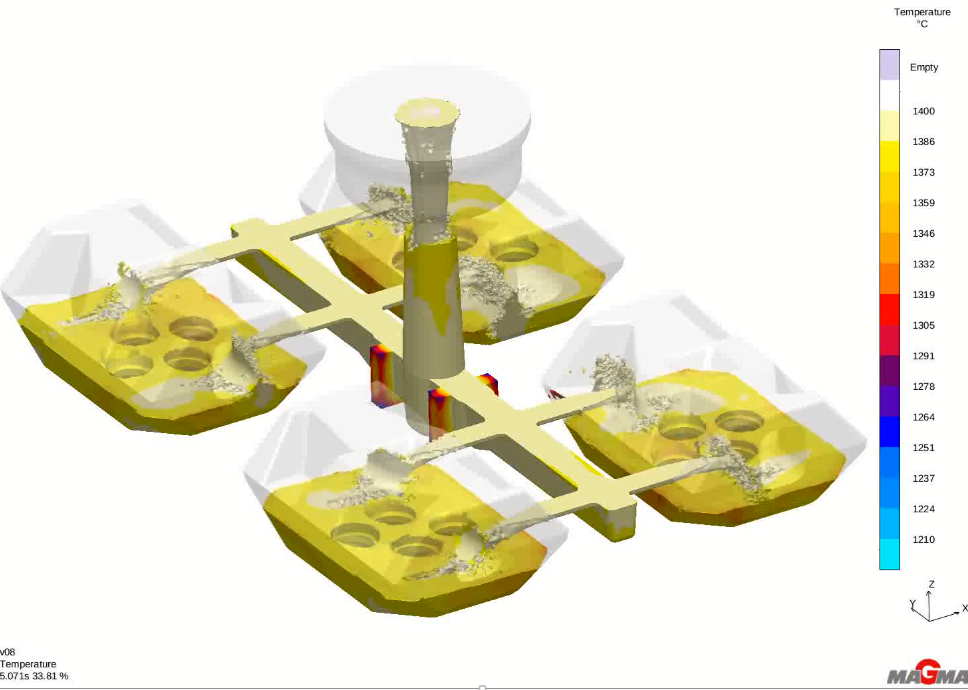
Kleinert_Abb. 4: Gießsimulation des Probemodells

Benjamin Kleinert