Arnold, T. – BMW Group, Landshut
Mit über 1500 Mitarbeitern fertigt die Leichtmetallgießerei der BMW Group am Standort Landshut neben Prototypen und Teilen für die i-Modelle, einen Großteil der Zylinderköpfe, Kurbelgehäuse, Strukturbauteile und Fahrwerkskomponenten für alle BMW-Fahrzeuge. Hierbei kommen die gießtechnischen Verfahren wie Lost-Foam, Sandguss und vor allem der Kokillenguss im Druckguss-, Schwerkraft- und Niederdruckbereich zum Einsatz. Bei der Produktion der Gusskomponenten legt das BMW Werk Landshut höchsten Stellenwert auf einen schonenden Umgang mit der Umwelt und deren Ressourcen. Die Prozessinnovationen in der Landshuter Leichtmetallgießerei sind Teil der Leichtbau- und CO2-Strategie der BMW Group. Einen bedeutenden Beitrag dabei hat die anorganische Kernfertigung. Neben den ökologischen Aspekten zur Verbesserung der Arbeits- und Umweltbedingungen bietet das Verfahren auch ökonomische und qualitative Vorteile. Kürzere Erstarrungszeiten und der Entfall der Kondensate ermöglichen niedrigere Taktzeiten und eine höhere Anlagenverfügbarkeit sowie den Einsatz neuer Gießverfahren wie das Zentralspeiserkonzept oder das Injektor-Casting. Der Grundstein von der Einführung bis zur serientauglichen anorganischen Kernfertigung wurde im Juni 2004 gelegt. Nach einer intensiven Marktanalyse und ersten Versuchen mit wasserlöslichen Bindersystemen wurde im August 2005 die Entwicklungspartnerschaft mit ASK Chemicals geschlossen. Die erste Bindergeneration mit einer Emissionsreduzierung um 98 % wurde etabliert und ging ab Oktober 2006 für ein 6-Zylinder-Kurbelgehäuse in Serie. Mitte 2008 folgte der erste Zylinderkopf, wobei mit einer zweiten Bindergeneration die thermischen Eigenschaften des anorganischen Formstoffsystems verbessert wurden. Die vollständig „rauchfreie“, für die Entkernung und gegen Sandanhaftungen optimierte dritte Bindergeneration folgte Ende 2010. Zusammen mit einer vierten, ebenfalls weiterentwickelten Generation für filigrane Kerne, werden seit 2013 alle Neuanläufe sowie die Produktion in der neuen Gießerei in China auf das anorganische Formstoffsystem INOTEC® umgestellt. Parallel wurde ab August 2007 ein Verfahren zur Regenerierung des anorganischen Altsandes entwickelt. Die erste Serienanlage wurde Anfang 2012 in Betrieb genommen. Eine weitere Anlage folgte im Jahr 2014. Aktuell wird mehr als fünfzig Prozent des täglich benötigten Quarzsandes aus regeneriertem Formstoff bezogen. Je nach Anforderung, Position und Geometrie des Kernes werden so verschiedene INOTEC® -Formstoffsysteme oder -Rezepturen genutzt. Alle fußen auf den Bestandteilen Na-, K-Silikat, dem Promotor und Quarzsand als Formgrundstoff. Die Aushärtung erfolgt durch Dehydrierung und Polykondensation. Ein Bestandteil des auf amorphem Siliziumdioxid basierenden Promotors wirkt als „Brücke“ zwischen den entstandenen Solpartikeln und initiiert so die 3D-Vernetzung.
Die Leistungsfähigkeit der anorganischen Kernfertigung mit einer Taktzeit von unter 60 s/Kern, einem Sandumsatz von circa 280 t pro Tag und den hohen Wartungszyklen der Kernkästen mit 14.000 Schuss trägt erheblich zur Realisierung der wertstromorientierten Strategie mit gleichzeitig hoher Flexibilität und Qualität in der Leichtmetallgießerei der BMW Group bei. Ein vollautomatisches und klimatisiertes Kernlager, standardisierte Kernschießmaschinen (KSM) mit ölbeheizten Kernkästen und ein Vier-Augen-Prinzip mit Kameraunterstützung sind dabei die wichtigsten konzeptionellen Eckpfeiler. Der Wertstrom ist, wie in Abb. 1 schematisch angeführt, auf drei, räumlich getrennte Ebenen aufgeteilt. Auf der obersten ersten Ebene werden die Formstoffkomponenten zugeführt und gemischt. Hierbei beliefert ein verfahrbarer Flügelmischer im Wechsel und bei Bedarf mit unterschiedlichen Rezepten die KSM mit Formstoff. Über ein Fallsystem wird der zu verarbeitende Formstoff in die zweite Ebene hinab befördert. In dieser Ebene erfolgt der Kernschuss. Die horizontalen KSM arbeiten dabei mit einer maximalen Lautstärke von 75 dB und einem Maschinentakt von unter 18 s. Nach dem Begasen mit Heißluft werden die Kerne vollautomatisch entnommen und entgratet, wonach sie das erste Qualitäts-Tor (Q-Tor) durchlaufen und über ein Hebersystem in die dritte Ebene, dem Kernlager, transportiert werden. Nach einer definierten Lagerzeit passieren die Kerne ein zweites Q-Tor und werden zu einem gießfertigen Kernpaket kommissioniert und zum Gießplatz geschickt.
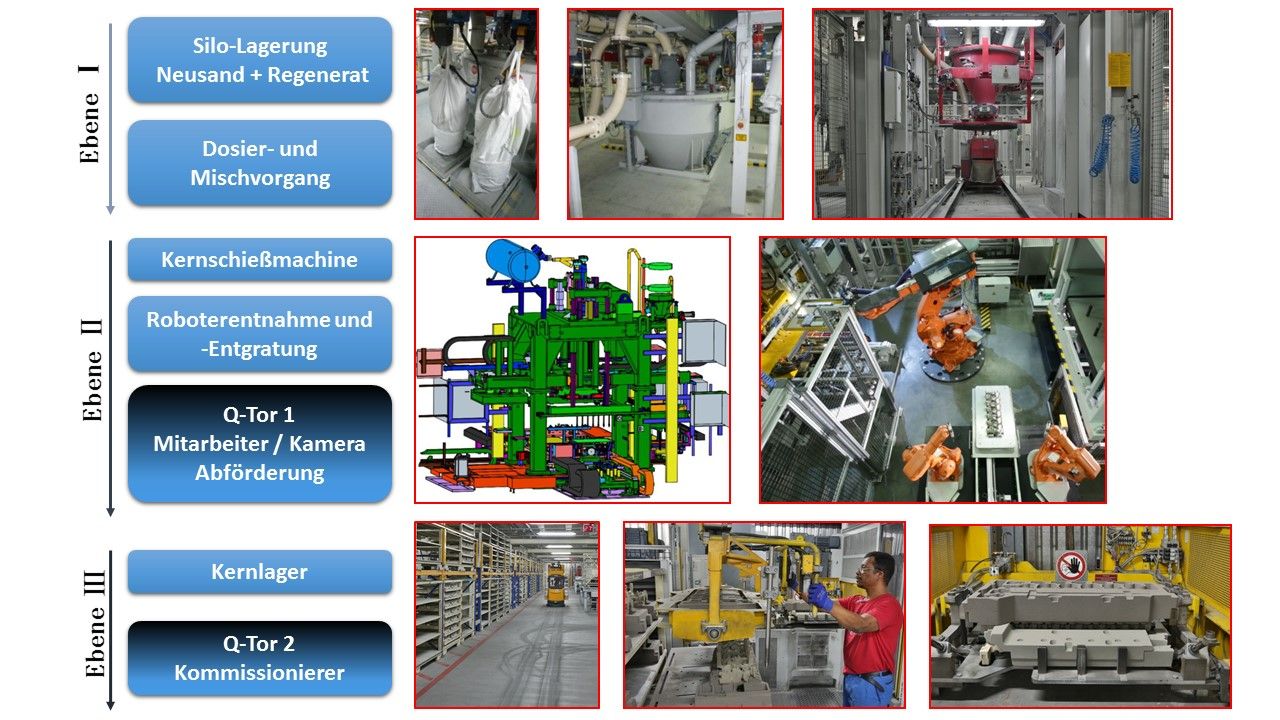
Wertstrom auf 3 Ebenen
Zur kontinuierlichen Prozess- und Qualitätsverbesserung wird in der Kernmacherei sowie in der gesamten Gießerei das sogenannte Anlagenleitsystem seit einigen Jahren erfolgreich genutzt. Mit diesem innovativen IT-Werkzeug lassen sich sämtliche Prozessdaten wie beispielsweise Klimadaten oder Kernschussparameter erfassen und auswerten. Zusammen mit der Barcode-Prägung auf dem Gussteil und einem System zur Kernstellagenverfolgung lässt sich der Großteil aller Fertigungsdaten vom Kernschießen bis zur Endbearbeitung des Bauteils zurückverfolgen und ggf. analysieren. Neben diesen qualitätsrelevanten Errungenschaften werden fortwährend die Arbeitsbedingungen der Mitarbeiter verbessert. Holzböden, Luftduschen sowie ein Kamerasystem zur Qualitätskontrolle schwer handhabbarer Kerne sind nur einige Aspekte, welche den direkten Arbeitsplatz ergonomischer gestalten. Zudem senken neue Strahlgeräte den Lärmpegel auf unter 98 dB beim Eisstrahlen und der Einsatz einer weltweit einzigartigen Ultraschallanlage macht das arbeitsintensive Zerlegen der Kernkästen für eine Wartung bzw. Reinigung hinfällig. Für die Zukunft werden auch im Prototypenbereich zunehmend anorganische Formstoffsystem eingesetzt. Darüber hinaus wird an der Optimierung der Entkernbarkeit und Lagerfähigkeit der anorganischen Kerne gearbeitet.
